Metallic yield loss associated to contact cutting control methods may accumulate great losses over time. Why those methods based on limit switches and encoders cannot reach cut-to-length consistency and accuracy for billets, bloom, beam blanks, and slabs? Moreover, why is this length variation mostly higher than 2 in (50 mm)?
When we are surrounded by large machinery that are built up over our heads – as Continuous Casting Machines – or when we think of casting products that weighs tons, we tend to think in a large scale. This predisposition may hide production problems that represent losses, which in many cases, reach millionaire amounts. In fact, we are talking about metallic yield loss on steel plants with inaccuracy on the product cut-to-length process.
Given this point, thanks to the most traditional methods for cutting control, the cutting error tolerance vary widely and reach amounts that, when accounted, represent thousands of dollars due to metallic yield loss in the steel plant.
The contact cut-to-length method
In order to reduce the problems caused by product miss cut, many methods are commonly employed. The most traditional are:
- Cut control through Limit Switch;
- Cut control through Encoder/Resolver.
The product length control through Limit Switch is one of the most frequent methods found among steel plants. It controls the length through sensors (limit switch) that are manually positioned at the length limit desired for cut. Thus, when the steel casted touches the limit switch, it sends the clamp signal that begins the whole cutting process.

When it comes to product length controlling through Encoder/Resolver, it measures the length through direct contact with the product by tracking the rotation of its own axis.
Therefore, the problem of these contact cut-to-length methods is their vulnerability to several factors that every contact method features.
By positioning manually, the Limit Switch is exposed to wear due to billet friction, to inaccuracy on its own positioning, and additionally, it demands huge maintenance and time efforts to change its position for every length desired. They also risk the operator’s safety by an unnecessarily exposition to the casting bed harsh conditions. Likewise, the encoders/resolvers are exposed to wear, slippage, and contact loss, which are very common problems when it comes to measurements on temperatures over 900 °C.
Higher the tolerance, bigger the loss
Thanks to the lack of consistency and accuracy of cut-to-length contact methods, most steel plants adopt a cutting error safety factor. In other words, a tolerance that aims to secure the product so it will not be cut shorter than desired, which is mostly around 1 1/5 in (30 mm).
Wherefore, in order to avoid casting a product shorter than expected, which will lead to lose the whole product, steel plants prefer to cast a product that exceeds the desired length. It is not a wrong way to reduce loss in the first place, but due to the inconsistent cut-to-length contact methods, this tolerance turns more and more flexible over time. At steel plants where the cut-to-length controls are less severe, this tolerance can be over 2 in (50 mm).
It is possible to calculate, in a simple way, the approximated loss amount accumulated by the metallic yield waste. In many cases, this amount is not even known. To that, we use the following formula:
Δs = (Δt * Vm) * TT
↔
Δs=(60 * (HpD * DpA) * CS) * ((TU/1000) – 0,0001)
Onde:
TT – Total Tolerance
HpD – Daily operation hours
DpA – Days per year
CS – Cast Speed
TU – User Tolerance
Throughout this formula, and using real data from customers, it was possible to have an idea of the amount related to metallic yield waste due to cut inconsistency. The amounts were displayed in the following table:
| Costumers | Avg. Length Variance | % Short | Yield Loss | Yield Cost/Month |
| 1 | 1.5 in (40 mm) | 10% | 0,59% | $224,809 |
| 2 | 1 in (25 mm) | 21% | 0,32% | $131,493 |
| 3 | 1 in (25 mm) | 3% | 0,38% | $152,115 |
Customer 1, with tolerance of 1.5 in (40 mm), registered 10% of billets being cut below the length desired. They accumulated a metallic yield waste of 0.59%, representing a monthly loss of more than 220 thousand dollars. At this rate, this customer will have an annual accumulated loss higher than 2.6 million dollars. Customer 2, with an average cut-to-length tolerance of 1 in (25 mm), registered 21% of billets being cut below the length desired. They sums up a yield loss of 0.32%, which represents an annual loss of more than 1.5 million dollars. Finally, customer 3, with the same 1 in (25 mm) length variation, accumulates annual losses of 1.8 million dollars due to metallic yield loss.

Higher accuracy and consistency are the solutions
In order to reverse those losses, the solution is to invest in cut-to-length control methods with higher accuracy and consistency. A laser technology based system – non-contact – allows eliminating the frequent problems caused by the traditional cut-to-length contact methods.
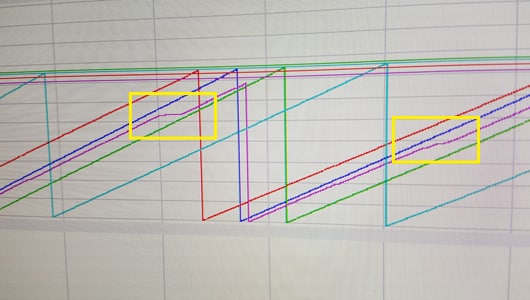
Furthermore, the data comparison collected by one customer using a laser system for cut-to-length control proves the huge difference of consistency and accuracy between the cutting control methods. The laser control reliability stands out for presenting a minimum length variation among the casting products.
Upshot
The limitations of cut-to-length contact and mechanical control methods (for billets, blooms, beam blanks, and slabs) are many and well known. Even though they are widely used in the steel plants, those tools have proved to be inefficient, when facing a technological overview. In addition, it is usual to account millionaire losses associated to the vulnerabilities of these cut control methods.
When cost and expenses reduction turns to be one of the market cores, the acquisition of a cut-to-length control equipment based in non-contact method it is essential to reach those goals. This system is designed specifically to eliminate problems caused by existing mechanical length control – such as lack of accuracy and operators’ safety- and to solve common problems of contact measurement methods via encoder – such as frequent slippage, wobbles, wheel diameter wear or deformation, and constant maintenance efforts. Moreover, it is proved that this is one of the best investments related to cost/benefit for waste reduction due to metallic yield loss decrease.
To emphasize, the rolling mill also presents a reasonable waste reduction thanks to a precise length, once the tolerance here is shorter. Thereby, not only the steelmaking plant will experience the benefits, but also the steel rolling mill.



4 comments
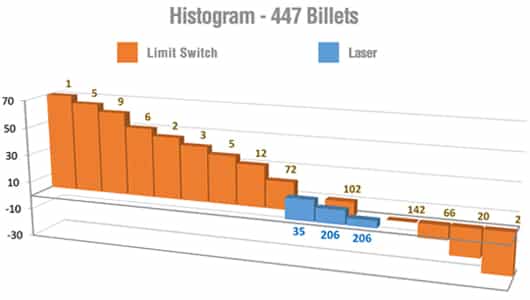
How can we measure the graph which you have shared ?
The graphic presented in the literature, specifically, was built by collecting and analyzing the cutting history of the billets. However, the results achieved were only possible because of the use of Tozato Cut-to-Length Controller (http://www.tozato.com.br/systems/cuttolengthcontroller/).
hi
hi