During the continuous casting process, many factors may cause surface defects. However, two of them are very common and need special attention: oscillator’s trajectory errors and mold wear.
Nonetheless, it was not always possible to verify and prove the correlation between those two factors. With the advance of technology in oscillation monitoring, and in mold internal faces’ measurements, it was possible to prove this relation successfully. Find out more:
Trajectory errors (Axis X-Y-Z)
While experiencing high expenses due to products’ downgrading, a customer hired Tozato consultancy service to evaluate the oscillator conditions. Their product presented high incidence rate of corner cracks.

Through the usage of a mold oscillation monitoring tool, it was possible to verify the oscillators’ real condition. In addition, after gathering data, the system detected severe front-back and left-right trajectory errors on both strands. The combination of these two displacement errors causes a “sieve” effect in the mold. Among many consquences, this phenomenon causes disturbances in the meniscus area, which alters the heat transfer rate; and interfere in the mold lubrication. Also it increases the mold friction level considerably.
Therefore, It was detected a high level of friction in the mold top by using the oscillation monitoring technology. Moreover, this accentuated friction (reddish area highlighted in the image below) occurs due to the trajectory errors stated above. Consequentely, It resulted in early wear in the chrome layer, especially at the corners, as shown below.
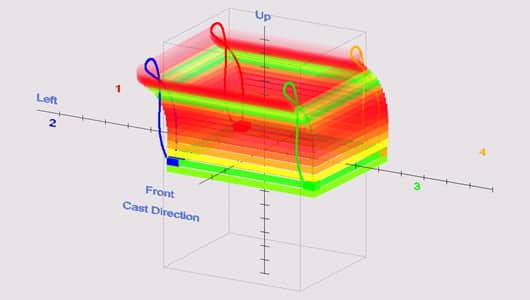
Consequences of Trajectory Errors Inside the Mold
In spite of detecting a huge level of friction on the mold meniscus area during the oscillation displacement, it is not enough to prove its relation with the mold early wear.
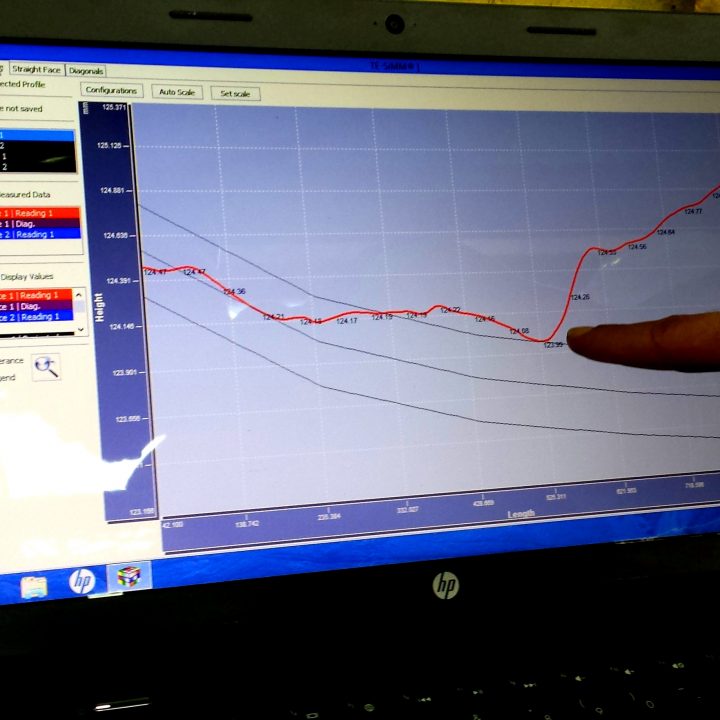
Having this in mind, Tozato team used an accurate tool for measuring the mold taper and wear in order to gather data about the taper, and it detected an accentuated wear exactly in the meniscus area.
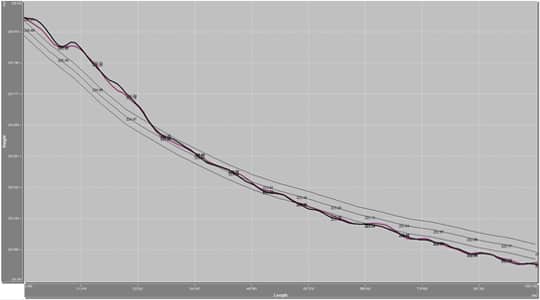
With data in hands, it was verified that the mold wear was completely related to the high friction level during the oscillation, proving the relation between these two factors.
Learn more about Mold Oscillation Monitoring Consultancy Service
Mold oscillation monitoring of continuous casting machines may bring a return on investment around to two million dollars yearly. Tozato customers stated this gain by adopting this practice on a regular basis.
In particular, four cases were analyzed in order to get to this conclusion. Having that said, company A achieved savings of 420 thousand dollars/year by reducing breakout incidence. Company B saved 700 thousand dollars in a year by reducing maintenance expenses. Company C laid-by 1.4 million dollars/year by decreasing product downgrading. Finally, company D earned in a year 1.75 million dollars just by increasing the cast speed, and operating within the safety threshold. On this way, this last customer kept monitoring the negative strip time to guarantee the CCM to work under the safety range recommended by metallurgical specialists.
Here is an invitation for a quick thinking: does your steel plant do measurements on the oscillator and mold taper? Have you ever calculated how much would be the return on investment for your company, if 50% of breakout rate is reduced? And, if 70% of mold tube service time is increased, or if 25% of surface defects are reduced?
After all, decreasing costs is always the clever goal nowadays.










No comments
[…] breakout incidents or other problems related to the oscillation table and the mold, which in turn also concurred with decreasing in product’s quality, which came to show cracks and […]