Recentemente, a Tozato Measurements foi contratada por um cliente que relatava a ocorrência de trincas no produto em um determinado veio. Como a origem deste problema era incerto, o trabalho de consultoria consistia na investigação dos possíveis problemas que levariam à formação das trincas.
O procedimento consistiu em analisar as condições internas do molde de cobre com dimensões de 180 mm x 180 mm utilizado, e checar sua conformidade com o perfil e taper desejados.

Medições e Coleta de Dados
Utilizou-se um mould profilometer para aferir o perfil de um molde de seção 180 mm quadrado com um tempo de serviço de apenas 50 corridas. As medições foram feitas tanto para a face reta quanto para a face curva do molde.
Primeiramente, os dados foram coletados para a face reta e a Figura 1 exibe uma tela do software do sistema utilizado, na qual pode-se observar uma deformação anormal e prematura na região do menisco.
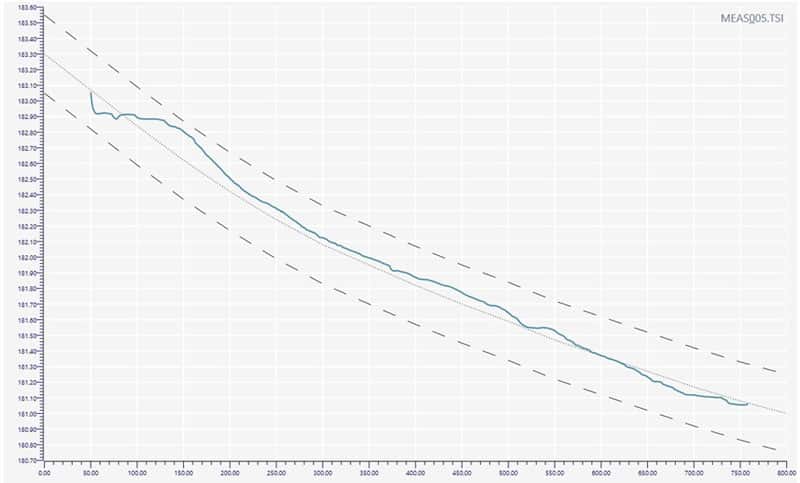
Deformação identificada na área do menisco para a face reta.
Em seguida, os dados da face curva do mesmo molde foram coletados, os quais também apresentaram uma deformação acentuada na área do menisco. A tela do software exibindo a deformação na região citada pode ser vista na Figura 2.
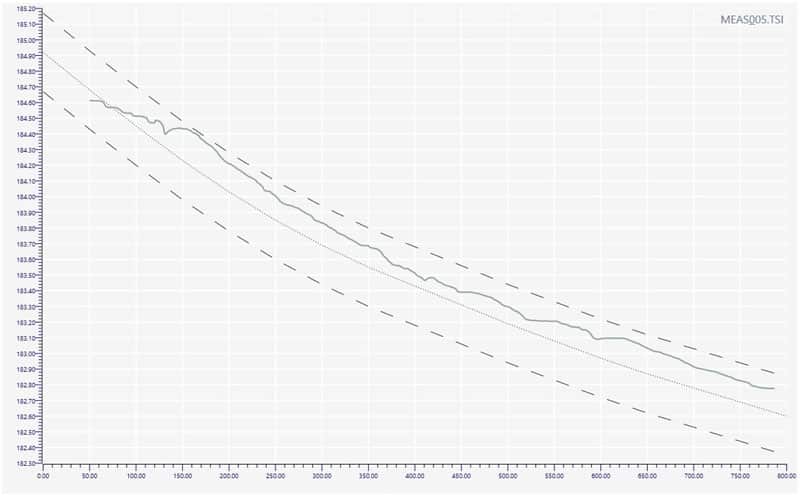
Deformação identificada na área do menisco para a face curva.
Portanto, tanto a face curva como a face reta do molde apresentaram deformações acentuadas na área do menisco, o que por si já explicava o motivo do surgimento de trincas no produto. Contudo, uma investigação mais a fundo fez-se necessária.
Investigações Adicionais das Trincas
Uma vez encontrados deformações notáveis na área do menisco em um molde com apenas 50 corridas, algumas preocupações foram geradas quanto a condição do molde antes de se iniciar seu serviço. O molde já estava desgastado quando foi colocado em operação pela primeira vez ou as condições mecânicas do oscilador que causaram a deformação prematura?
Assim, medições realizadas em um molde idêntico de seção 180 mm x 180 mm, mas com zero corridas, que estava no almoxarifado, permitiu coletar os dados apresentados na Figura 3 e na Figura 4.
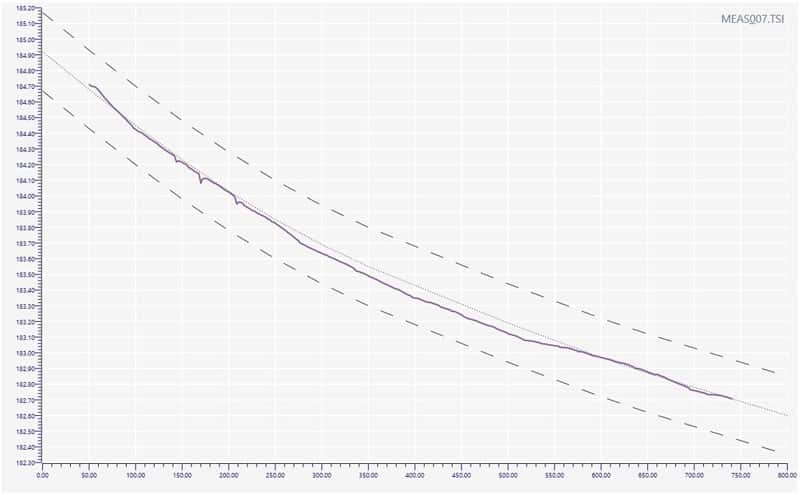
Nenhuma deformação identificada na face reta do molde novo.
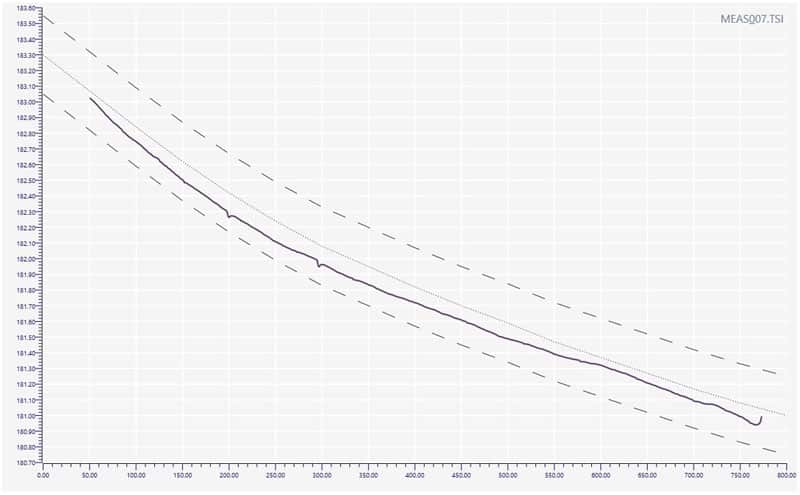
Nenhuma deformação identificada na face curva do molde novo.
Uma vez determinado que a face reta e a face curva não apresentaram deformação na área do menisco para um molde novo, o cliente passou a investigar as possíveis causas da deformação prematura na região identificada, através das orientações sobre o tipo adequado de ferramenta para este fim.
Conclusão
Deformação no menisco é considerado uma anomalia crítica que gera graves problemas de qualidade no produto. A empresa necessita das ferramentas certas para que possam se antecipar ao problema de ter um molde desgastado prematuramente e/ou com conicidade indesejável para o tipo de aço produzido. Logo, apenas com o uso da tecnologia adequada foi e é possível para o cliente identificar os reais causadores do problema.