A relação entre deformações na parede externa do molde e a perda do taper no seu interior era pouco conhecida. A correlação entre esses dois fatores pode ser observada somente através de equipamentos precisos de medição, que auxiliam na detecção de anomalias internas, que por sua vez, podem ser milimétricas.
As causas das deformações na superfície externa do molde podem ser variadas, como erros no transporte e manuseio, erros de montagem na jaqueta d’água e erros de acoplamento dos parafusos da jaqueta. O molde de cobre, apesar de apresentar boa resistência mecânica para sua aplicação, pode sofrer com as consequências desses erros e apresentar deformações. Desse modo, quando causados, esses defeitos podem gerar graves transtornos na produção, uma vez que com o taper comprometido não é possível garantir a formação adequada da pele do aço.
[Estudo de caso] Erro de montagem da jaqueta d’água
Recentemente um cliente Tozato identificou uma deformação na parede externa do molde causada por um erro no processo de acoplamento na jaqueta d’agua que acabou danificando seriamente o taper no seu interior. Nessa ocasião, ao realizar o acoplamento do molde na jaqueta, os parafusos da mesma foram apertados sem controle causando assim uma deformidade na superfície externa do molde de cobre, que consequentemente deformou a superfície interna e ocasionou a perda do taper.

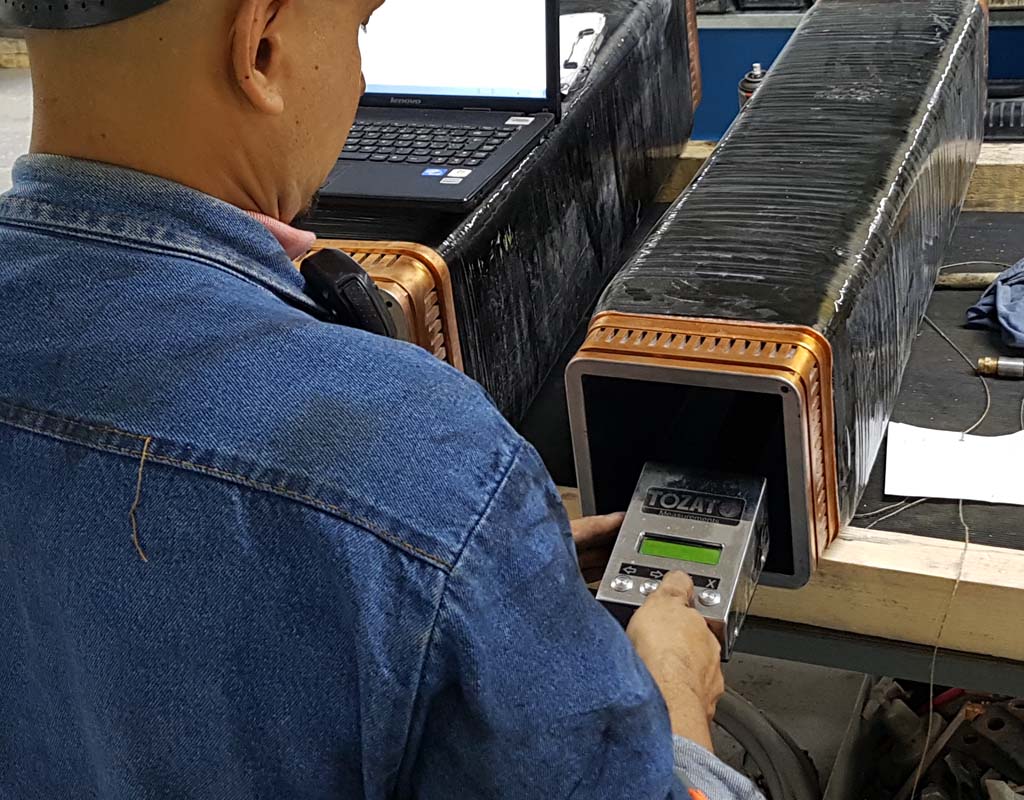
Na Figura 1 estão apontadas as duas regiões que foram mais afetadas pelo prensamento exacerbado dos parafusos da jaqueta d’água. Percebe-se também que a deformação é prolongada ao longo do molde seguindo o mesmo caminho.
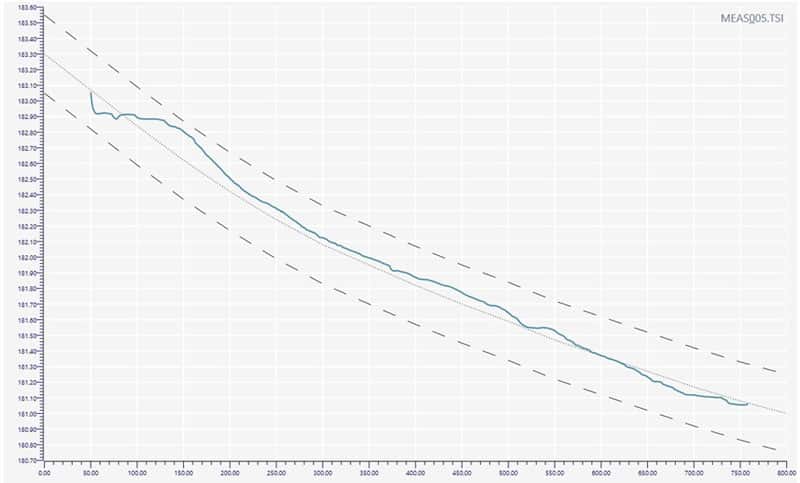
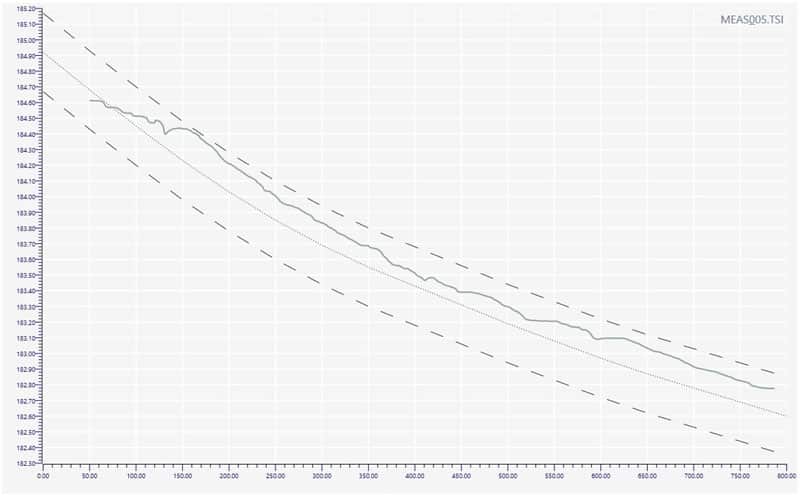
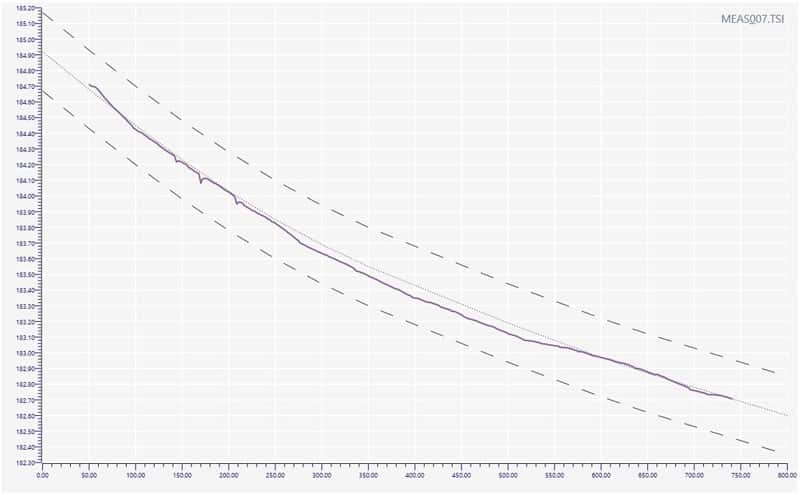
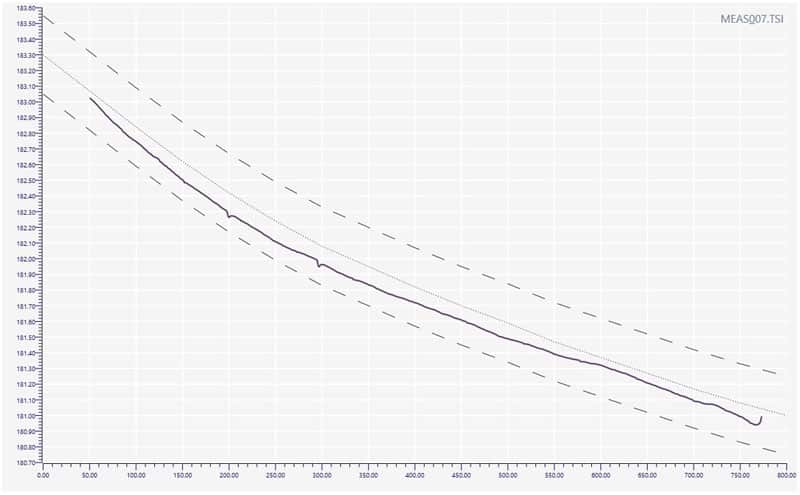
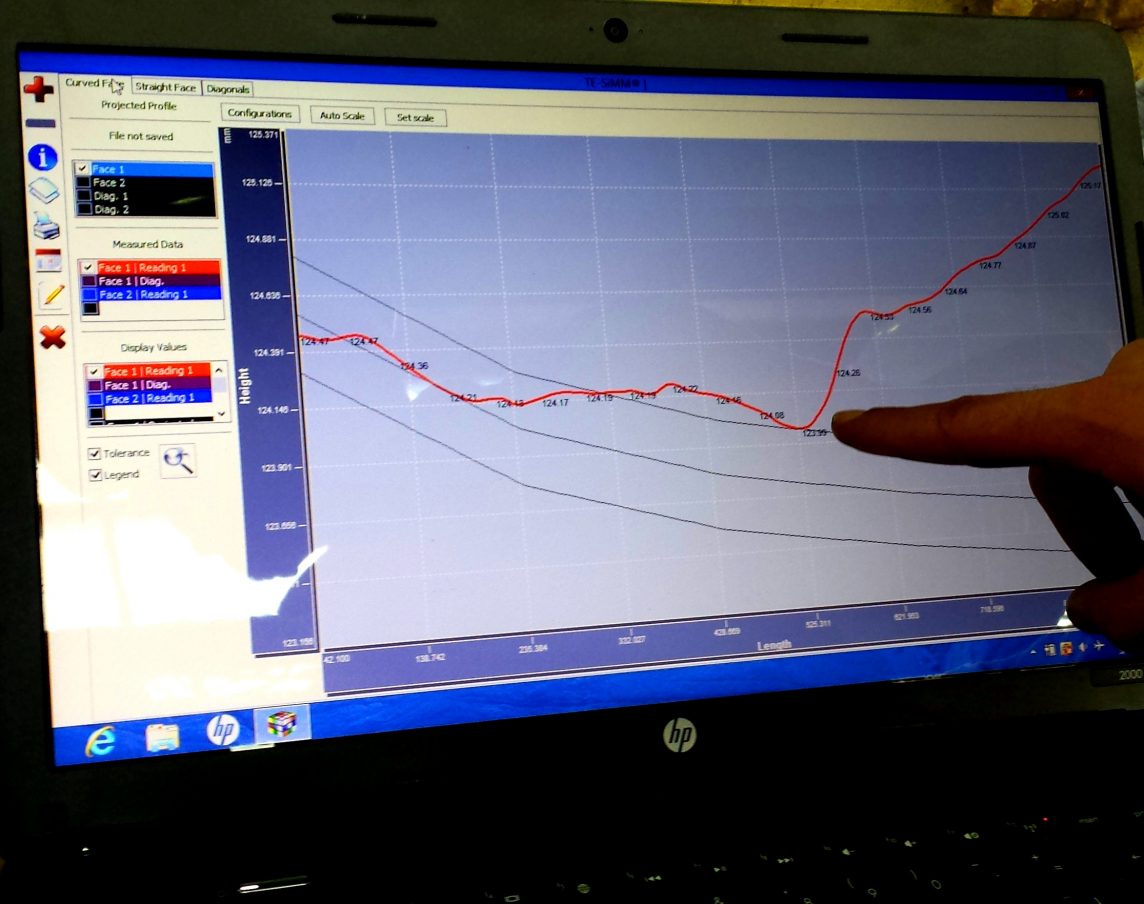
É importante mencionar que, a olho nu, essa deformidade causada pelos parafusos da jaqueta não aparentava ter causado um defeito no taper. Somente ao utilizar um equipamento de medição da Tozato, foi possível detectar essa anormalidade, que a princípio passaria despercebida dentro do molde. Dessa forma, a medição realizada no molde apresentou o seguinte resultado:
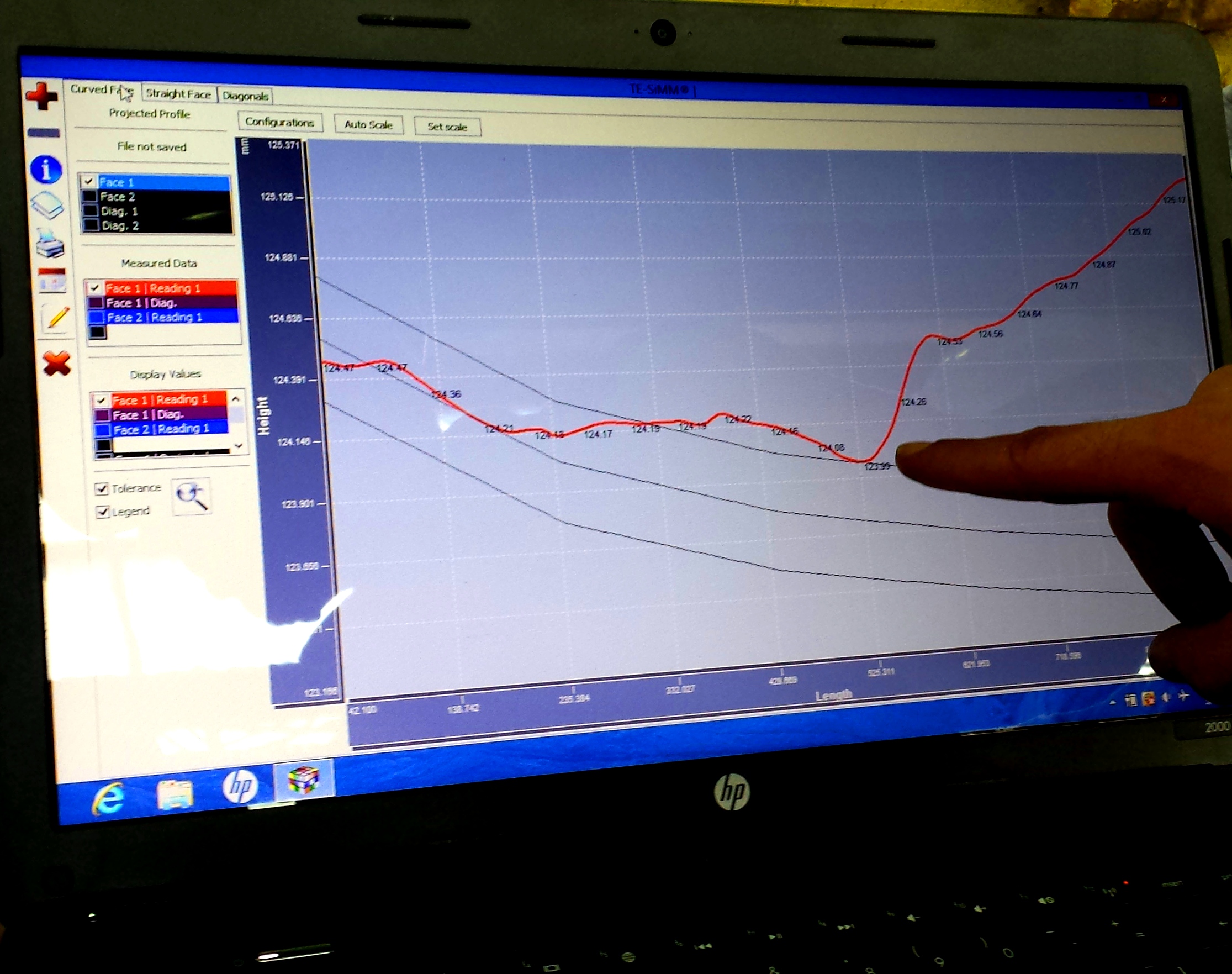
Na Figura 2, uma deformação grave é identificada na região indicada no gráfico, que foi a mais danificada pelo erro de acoplamento. Além disso, deste ponto em diante, observa-se um desgaste acentuado que se estende até o fim do molde.
Riscos à Produção
O uso de um molde fora das especificações pode acarretar defeitos no produto, como as trincas, que tem como uma de suas causas listadas os erros de conicidade, além da possibilidade de sangrias e breakouts. Com o resultado das medições em mãos concluiu-se que esse molde não estava dentro do esperado, logo poderia representar um risco a produção se não fosse descartado.

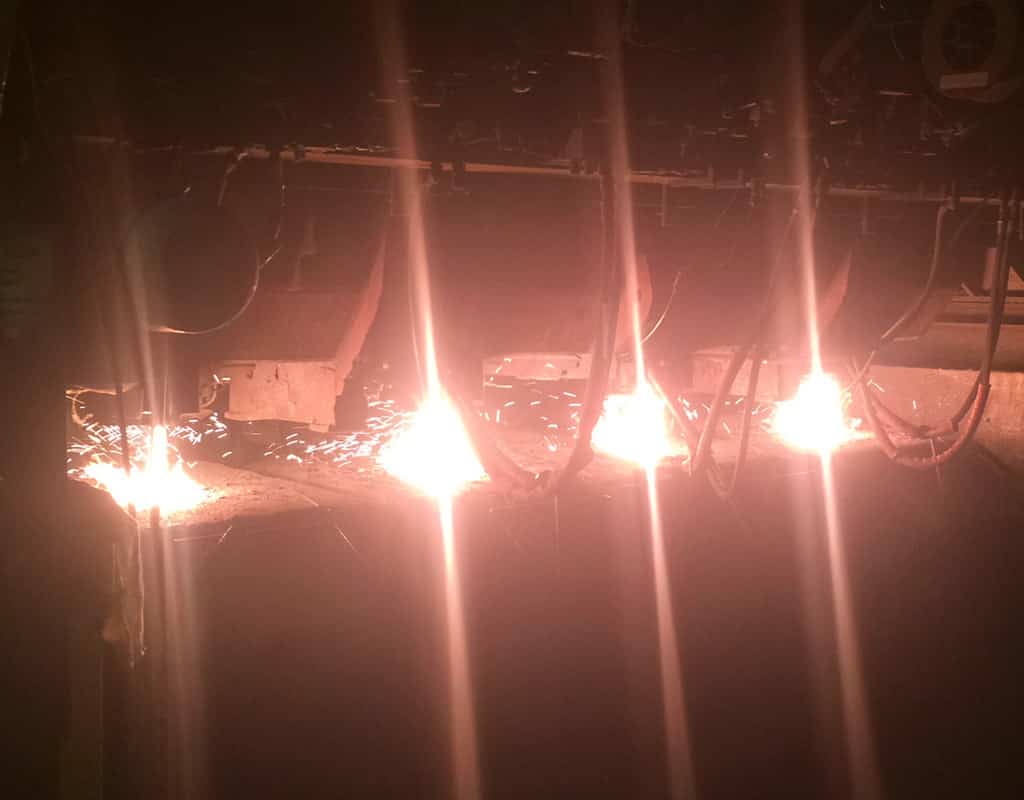
Por exemplo, o sucateamento do produto é um dos danos causados por um breakout, como vemos na Figura 3: uma fina camada de aço solidificada que foi rompida durante o estripamento negativo devido à pressão ferrostática.
Conclusão
Diversos prejuízos podem decorrer da soma dessas situações, como a desclassificação do produto, o longo tempo de parada das máquinas e o descarte prematuro dos moldes. Dessa forma, torna-se evidente a necessidade de uma cultura de manutenção preventiva, através da utilização de tecnologias precisas como as fornecidas pela Tozato, possibilitando medições dos moldes, tanto novos como usados, para evitar que sejam utilizados indevidamente. Além disso, a verificação preventiva garantirá o aumento da vida útil dos moldes, redução de defeitos de produção, como trincas e breakout, diminuição do tempo de parada para manutenção, além de evitar o descarte prematuro dos moldes de cobre.