Defeitos superficiais e de forma dos tarugos, bem como, perfurações podem ser causados por irregularidades e/ou erros de perfil do molde de cobre. Conhecer essas falhas é o primeiro passo para não se tornar a próxima vítima e acumular prejuízos. Quando se trata de uma parte tão importante do processo siderúrgico, como é o caso dos moldes de cobre para máquinas de lingotamento contínuo, cuidados e práticas regulares de manutenção são fundamentais para a garantia de seu bom uso.
Os moldes estão no centro do processo de produção, e acabam sendo a vítima mais frágil do estresse exercido pela máquina, graças a isso são responsáveis por diversos erros que causam acidentes e prejuízos ao processo.
Erros de perfil do molde contribuem para a formação de uma pele excessivamente fina ou muito irregular que pode acarretar em diversos defeitos tais como:
Trinca de Quina

Normalmente encontradas próximas (ou muito próximas) dos raios de cantos dos tarugos, as trincas de quinas são associadas a problemas no raio do molde, assim como outros frequentes erros de perfil causados pelo desgaste. Erros de conicidade e alinhamento inapropriado entre o molde e o rolo de pé estão listados como algumas de suas causas mais prováveis. Por isso, controlar o alinhamento e a medição do regular do perfil do molde são cuidados importantes para evitar a ocorrência desse defeito.
Pele Dupla

A pele dupla é um defeito que cria escamas superficiais no tarugo. Podem ser entendidas como marcas de oscilação irregulares e grosseiras. Peles duplas, também, causam o aparecimento de esfoliações e lascas durante a laminação a quente. Pele dupla pode ocorrer quando há um desgaste ou mesmo trincas no menisco do molde de cobre das máquinas de lingotamento contínuo.
Trinca Transversal

Normalmente concentrada nos raios de canto de tarugos lingotados, as trincas transversais podem ser encontradas no fundo das marcas de oscilação. Elas são classificadas em dois tipo: Trincas com depressão ou afundamento transversal e trinca transversal sem deformação da superfície. O grau de gravidade do problema é definido pela abertura das trincas, podendo ser um defeito leve ou grave.
A deformação do molde no menisco, assim como seu desalinhamento em relação aos rolos de pé e sua oscilação inadequada estão apontados como algumas das causas mais prováveis para a ocorrência desse defeito. Por isso, o controle cuidadoso das condições do molde como medir com regularidade sua conicidade, deformação e desgaste, é fundamental.
CONCLUSÃO
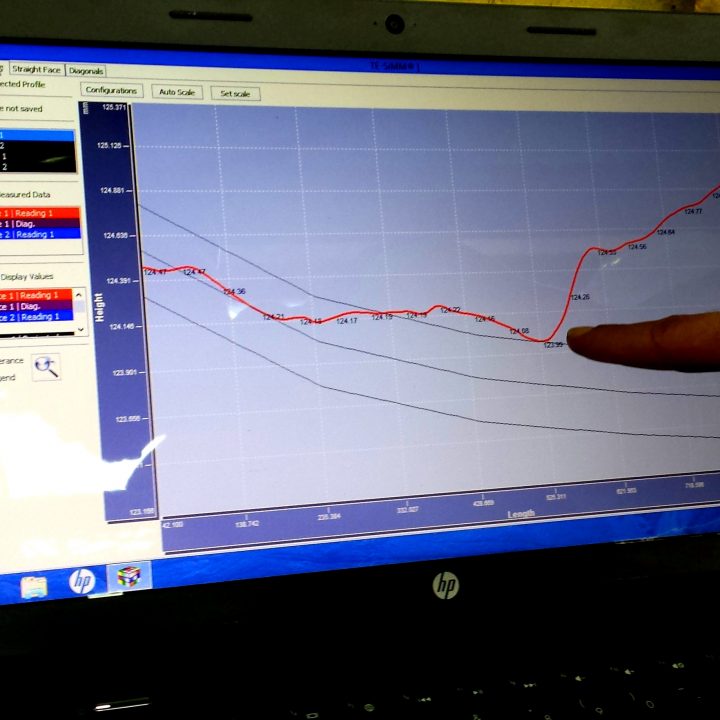
Ter um procedimento regular de manutenção é um cuidado que pode evitar grande parte dos defeitos de produção de lingotamento. A medição regular dos moldes utilizando-se de um equipamento de precisão para medição do perfil é fundamental para prevenir que esses infortúnios ocorram na sua linha de produção, evitar prejuízos e acidentes desagradáveis.