How many production errors and issues could be avoided through constant monitoring of oscillators?
Many accidents signalize their occurrence long before they happen and, most importantly, it is possible to prevent if you have the right tools at your disposal. Thus, the monitoring of mould oscillation is a determining factor for accident prevention and production errors that can cause damages and losses to the process.
Aware of that, a customer of Tozato Measurements installed an online system for monitoring the oscillation of the mould, looking to have total control of its process and anticipate errors that could cause losses and many headaches.
A right decision made.
Preventing production errors
With the installation of equipment capable of permanently monitoring the condition of oscillators, operators have at their disposal a wide variety of fundamental information. Through the use of high precision and speed tri-axial accelerometer sensors, data collection is able to monitor the trajectory, vibration and metallurgical parameters of the continuous casting process.
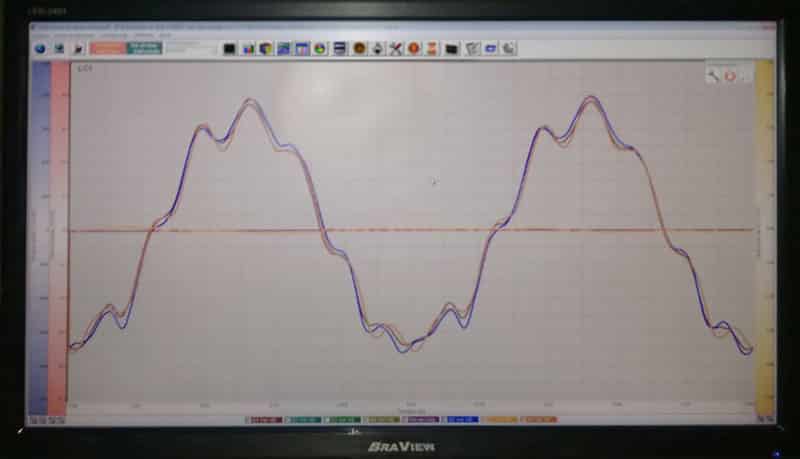
Using the TOM data, the customer found that the oscillator’s vertical velocity waveform began to show an irregular pattern, which indicated that the continuous casting machine was not operating in its full state of efficiency.
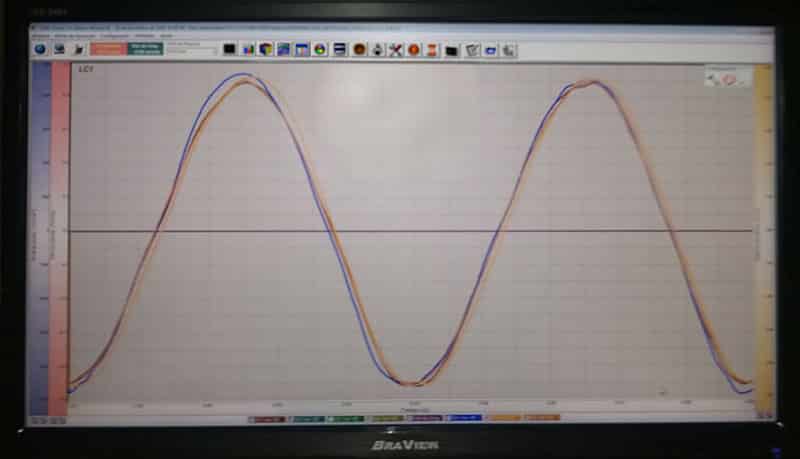
After finding the cause of the problem, the machine’s eccentrics were changed and the waveform immediately returned to a clear sinusoidal pattern.
“Had the problem not been anticipated, it would have been much worse. This maintenance, pointed out by the system, helped us to avoid an unexpected outage of more than 10 hours. So, we managed to keep the schedule and avoid a lot of headaches and annoyances”.
Breakout prevention
Evidently, that was not the first time that the relationship between the monitoring of oscillation and the reduction of accidents and production errors could be seen.
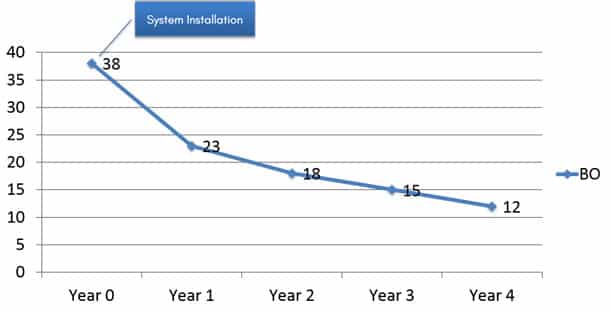
Another time, other customer had already pointed out the installation of the mould monitoring system as a determining factor for the reduction of almost 70% in the annual incidence of breakouts.
Online monitoring benefits
The mould oscillation monitoring systems are applied to monitor the real time conditions of the mould oscillators of continuous casting machines in order to verify vibration, trajectory and metallurgical parameters of the steel casting process.
Mould oscillation monitoring is carried out aiming to achieving the following purposes:
- Evaluate the mechanical conditions of the oscillator;
- Monitor the steel continuous casting process;
- Monitor the characteristics that influence the product surface quality;
- Create a history of oscillator wear trends;
- Reduce preventive maintenance downtime;
- Optimize time and resources;
- Increase the service life of oscillators and copper moulds.
UPSHOT
Unquestionable results such as this can be achieved thanks to the intelligent application of resources. Through consistent application of oscillation monitoring, it is possible to achieve results that benefit both the production and maintenance sectors.
Therefore, more and more steelmakers around the world are engaging in control to achieve their goals.