Purchasing new molds for continuous casting machines is a daily basis procedure in the steel plant environment. In most instance, confident on the information provided by the manufacturer, brand-new copper molds without passing through any internal and dimensional taper overhauling process replace outworn ones. However, Tozato technical team performed case studies that testifies the need of checking the mold profile, even in brand-new copper molds.
In fact, two common situations happen: disposing outworn molds without any proof that they are unserviceable and additionally, replacing them by new molds that do not pass through any tests or inspections. The latter to prove whether the profile is correct according to the manufacturer specification for the steel grade produced. Both situations are of most importance to confirm the suitable mold taper. It is necessary to avoid putting new moulds in service without the confirmation that the profile is correct for the production process and steel grade produced. It is usual to see these situations.
Nevertheless, it is necessary to wonder whether these data and values provided by the manufacturer do not present profile mismatch. In other words, is it an unnecessary care to measure and check the brand-new copper molds?
Is it really necessary? Can a brand-new copper molds really present profile mismatch in comparison to what has been informed?
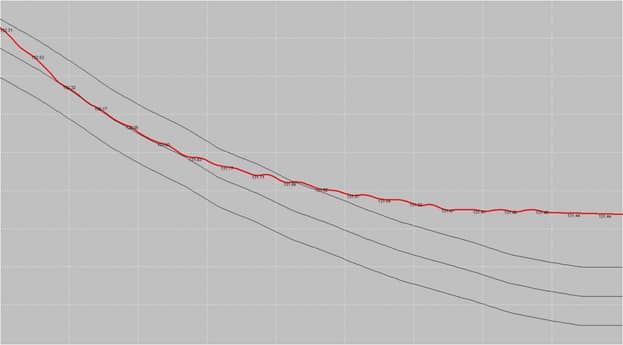
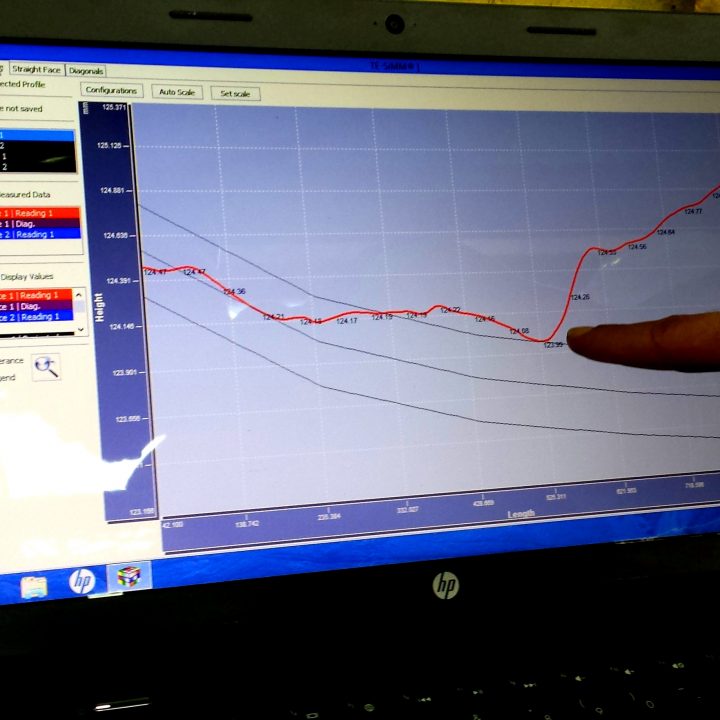
Yes, indeed. This conclusion was reached after several measurements performed by using an accurate mold profile measuring tool for continuous casting machine. In fact, many new molds present incompatibility between the real taper value measured and the value informed by the manufacturer. The graphs below proves easily the inconsistency between the data provided by the manufacturer and the real data:
What exactly does this represent?
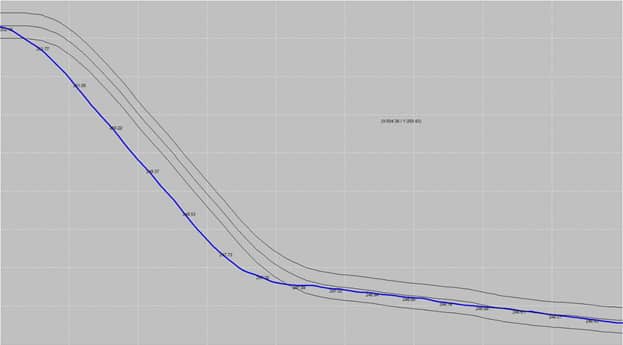
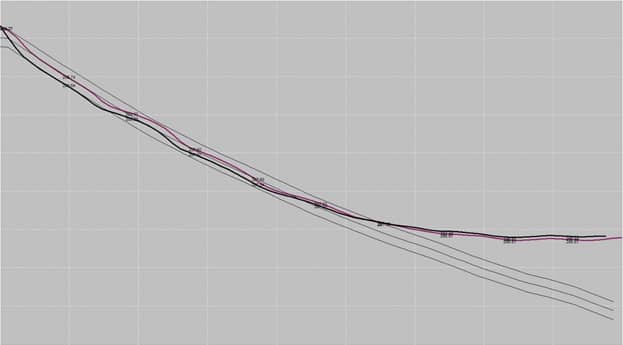
Molds with taper out of the profile designed specifically for a steel grade at continuous casting machines can, generally, present larger (Pictures 1 and 3) and smaller (Picture 2) dimensions, in relation to what has been informed by the manufacturer.
When the internal dimensions are larger than what the manufacturer provided, the new mold will perform as poorly as an outworn mold. As a matter of fact, the skin in process of solidification will lose contact with the mold prematurely, and as consequence, increasing the breakout incidence.
In the other extreme, when the dimensions are smaller than listed by the manufacturer, the skin will be shaped according to this new dimension and, in case there is no breakout, the product linear mass will be less than expected. Additionally, smaller internal dimensions may increase friction, which, may lead to production surface defects.
Upshot
A reliable tool for mold checking turns to be an essential item for quality control, and in search for better production process control – characteristics shared among the greatest steel groups worldwide – to attend the needs and requirements of an increasingly demanding market.










2 comments
Thanks to my father who stated to me on the topic
of this weblog, this website is really remarkable.
Very good post. I am dealing with many of these issues as well..
[…] preventive maintenance culture, that utilizes precise technology like the ones provided by Tozato, aiming to avoid new and old molds improper use, considering the many disadvantage that can occur from the sum of this situation. The preventive […]